
Особенности полуавтоматической сварки
Делимся опытом и рассказываем об основных принципах работы.
Сварка называется полуавтоматической, поскольку проволока подаётся автоматически при нажатии на кнопку, а сварщик вручную направляет горелку в место сварки. При данном типе сварки используется два основных компонента: сварочная проволока и сварочный газ. В данном случае это углекислотный газ, но также используют сварочные смеси (углекислота и аргон) либо аргон.

В данном сварочном аппарате все основные настройки вынесены на переднюю панель. Самое главное — подача проволоки. Чем больше её скорость подачи, тем больше сила тока. Это необходимо, чтобы сваривать металлы разной толщины. Следовательно, чем толще металл, тем больше нужна сила тока и тем быстрее скорость подачи проволоки.
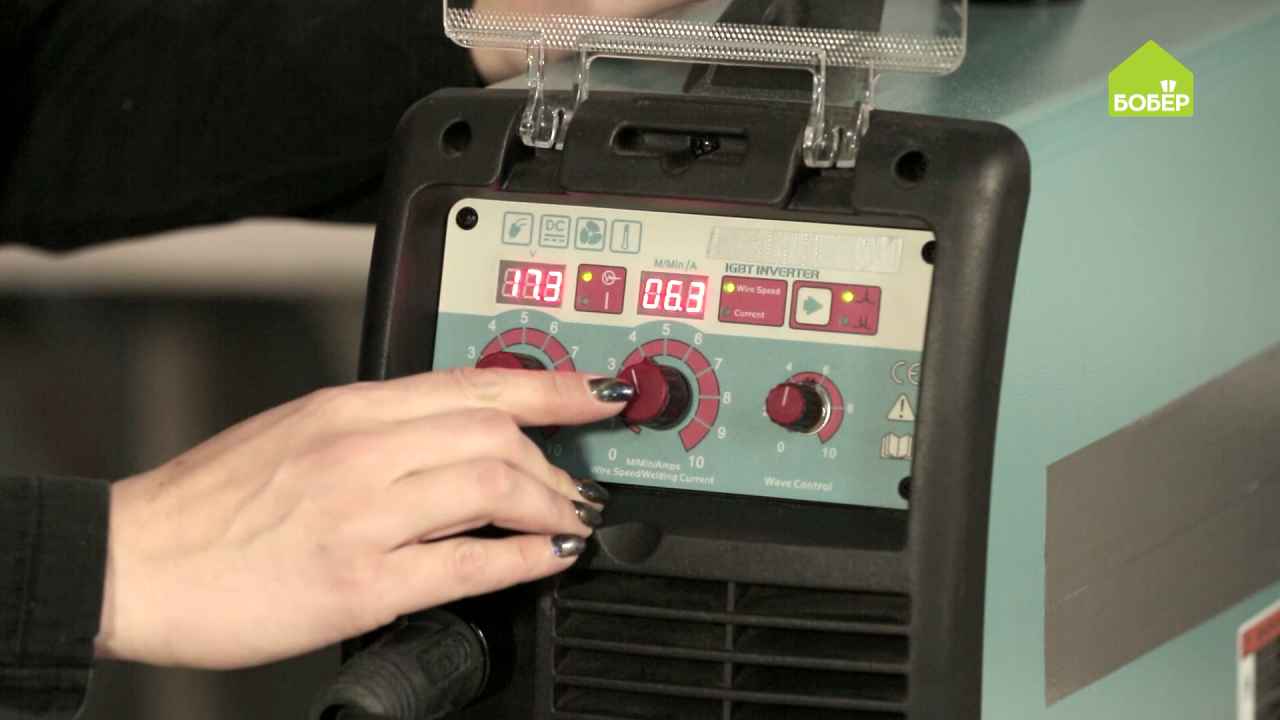
Кроме того, имеются два регулятора: напряжение на дуге и индуктивность. При работе, как правило, используются средние значения.

Обычно к сварочному аппарату подходит кабель массы, который необходим для обеспечения контакта со свариваемой деталью. В данном случае он прикреплён к металлическому столу, от которого контакт переходит к детали.

Также из аппарата выходит кабель со сварочной горелкой, которая в данном случае имеет длину 3 м, а с обратной стороны прибора находятся кабель с газом, кабель питания и кнопка включения-выключения.

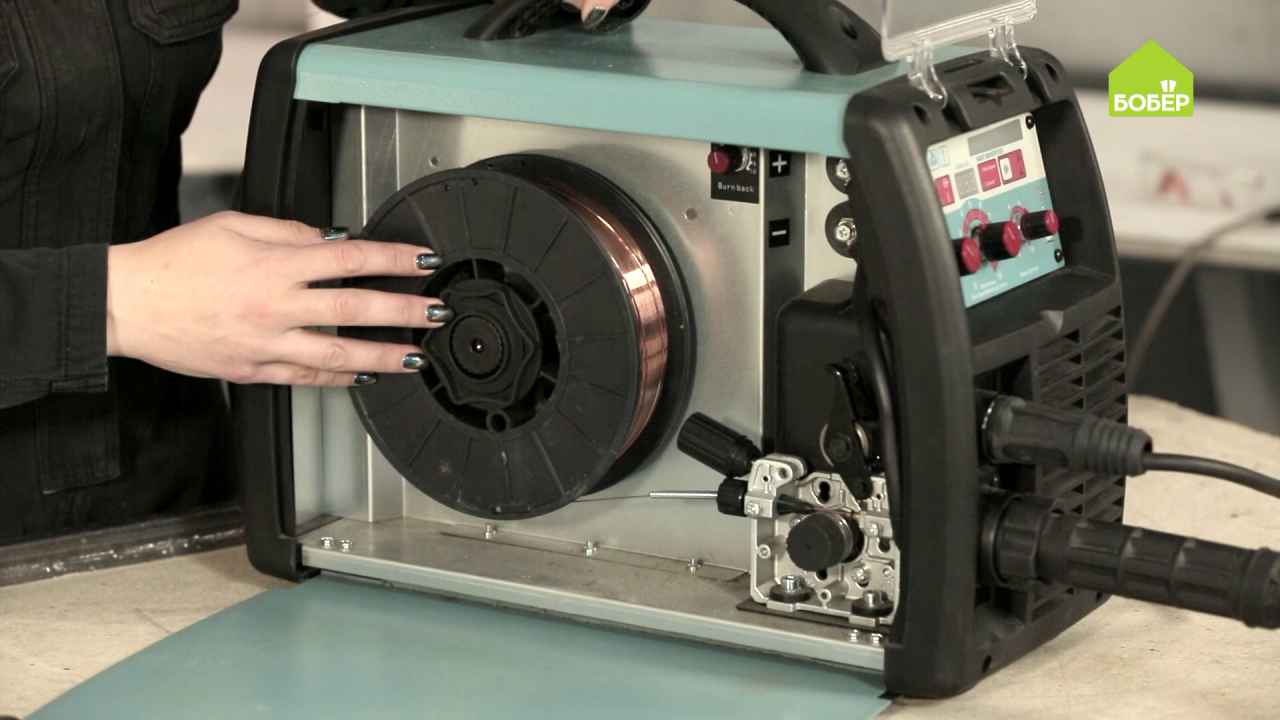
Сварочная проволока может быть разного диаметра: в данном случае он составляет 1 мм, а вес катушки — 5 кг. В сварочных полуавтоматах можно использовать проволоку диаметром 0,6–1,2 мм.

Проволоку в сварочном аппарате нужно подбирать в зависимости от того, какой металл планируете сваривать. В данном случае стоит обычная стальная проволока, которая имеет медное напыление для лучшего контакта, поскольку в сварочной горелке есть медный наконечник.
Большое преимущество — удобная сварочная горелка.
При полуавтоматической сварке защита сварочной ванны достигается за счёт подачи защитного газа, который, выходя из горелки, оттесняет воздух, и процесс получается качественным. Если бы не использовалась защита, шов получился бы некачественным, поскольку воздух негативно влияет на сварочный процесс.

Данный вид сварки имеет свои недостатки: такой комплект оборудования в среднем стоит в два раза дороже, чем сварка плавящимся электродом. Кроме того, при таком способе обязательно наличие баллона, а также придётся потратиться на расходные материалы: сварочный наконечник и сопло.
